
CNC چیست؟ آشنایی با دستگاهها CNC ، کاربردها و مزایا


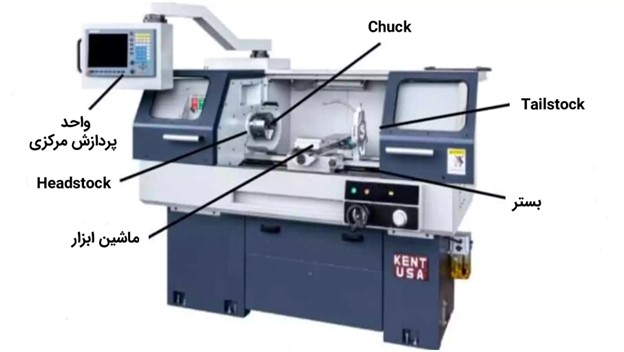
دستگاه CNC شامل اجزای متعددی است که هر کدام نقش خاصی در عملکرد کلی دستگاه ایفا میکنند. این اجزا شامل نرمافزارهای CNC، کنترلر CNC، محورهای حرکتی (X، Y، Z)، موتورها، سیستمهای اندازهگیری، و اجزای مکانیکی مانند پیچهای ساچمهای و راهنماها هستند. این اجزا با هماهنگی کامل، امکان تولید قطعات پیچیده و دقیق را فراهم میآورند. در ادامه با هر کدام از اجزای دستگاه سی ان سی بیشتر آشنا میشوید:
نرمافزار طراحی و برنامهریزی (CAD/CAM)
نرمافزار CAD/CAM یکی از اجزای کلیدی دستگاه CNC بوده که فرآیند طراحی و ساخت را به کمک کامپیوتر تسهیل میکند. CAD (طراحی به کمک کامپیوتر) به طراحان امکان ایجاد مدلهای سهبعدی و شبیهسازی آنها را میدهد؛ در حالی که CAM (ساخت به کمک کامپیوتر) این مدلها را به کدهای دیجیتالی تبدیل میکند که توسط دستگاه CNC قابل اجرا هستند. این نرمافزارها باعث کاهش زمان طراحی و تولید، افزایش دقت و کاهش هزینهها میشوند. نرمافزارهای CAD/CAM قابلیتهایی مانند شبیهسازی، بهینهسازی مسیر ابزار و مدیریت پروژه را ارائه میدهند.
کنترلر CNC و نقش آن در ماشینکاری
کنترلر CNC به عنوان مغز دستگاه عمل کرده و وظیفه تبدیل دستورات برنامهریزی شده به سیگنالهای الکتریکی را بر عهده دارد. این سیگنالها به موتورها ارسال میشوند تا حرکات دقیق ابزار یا قطعه کار را کنترل کنند. کنترلر CNC شامل اجزایی مانند واحد پردازش مرکزی (CPU)، درایورها، اینکودرها و رابط کاربری است. این سیستم با هماهنگی محورهای مختلف و ابزارهای برشی، امکان تولید قطعات پیچیده با دقت بالا را فراهم میکند. کنترلرها به دو نوع صنعتی و دسکتاپ تقسیم میشوند که هر کدام برای کاربردهای خاصی طراحی شدهاند.
محورهای حرکتی (X، Y، Z) و نحوه عملکرد آنها
محورهای حرکتی X، Y و Z اجزای اصلی دستگاه CNC هستند که امکان جابجایی ابزار یا قطعه کار را در سه جهت عمود بر هم فراهم میکنند. محور X حرکت افقی به سمت چپ و راست، محور Y حرکت افقی به جلو و عقب و محور Z حرکت عمودی به بالا و پایین را کنترل میکند. این محورها با استفاده از موتورها و پیچهای ساچمهای حرکت کرده و دقت بالایی در موقعیتیابی ابزار یا قطعه کار دارند. در دستگاههای پیشرفتهتر، محورهای اضافی مانند A و B نیز برای چرخش قطعه کار یا ابزار به کار میروند که امکان تولید قطعات پیچیدهتر را فراهم میکنند.
ابزار برش و اسپیندل موتور
اسپیندل موتور CNC هم یکی از اجزای حیاتی دستگاه CNC بوده که به عنوان قلب این دستگاه شناخته میشود. این قطعه در بازار با سرعتهای چرخش مختلفی عرضه شده است. ساختار اسپیندل معمولا شامل یک بخش دوار و یک قسمت مخروطی بوده که وظیفه اصلی آن انتقال حرکت از موتور الکتریکی به قطعه کار است. اجزای تشکیل دهنده اسپیندل شامل فلنج اتصال (Mounting Flange)، رابط ابزار (Tool Interface)، سیستم خنک کننده (Cooling System)، روتور (Rotor) و نگهدارنده ابزار میشود. تغییر در فرکانس اسپیندل باعث افزایش یا کاهش سرعت دستگاه CNC میگردد؛ بنابراین انتخاب سرعت مناسب برای اسپیندل بسیار مهم است و باید با توجه به جنس قطعه کار مانند چوب، سنگ، فلز و… تنظیم شود.

دستگاههای CNC از جنبههای مختلف به انواع گوناگونی تقسیم میشوند. به طور مثال، با توجه به نوع مواد قابل پردازش، میتوان آنها را به دستگاههای CNC مخصوص چوب و امدیاف، فلزات، پلاستیک، شیشه، سنگ و… دستهبندی کرد. همچنین، بر اساس عملکرد، این دستگاهها به انواعی مانند CNC تراش، فرز، لیزر، واترجت، وایرکات و موارد مشابه تقسیم میشوند. در ادامه، ابتدا انواع دستگاه CNC بر اساس عملکرد و سپس بر اساس جنس قطعه کار مورد بررسی قرار خواهند گرفت:
دستگاه CNC فرزکاری (CNC Milling)
ممکن است عملکرد دستگاههای فرز و تراش را به اشتباه شبیه یکدیگر در نظر بگیرید. در حالی که اساس عملکرد این دو دستگاه متفاوت است. به طور کلی، در فرآیند تراش، قطعه کار در حال حرکت یا چرخش است و ابزار ثابت باقی میماند، در حالی که در فرآیند فرز، قطعه کار ثابت بوده و ابزار در حال حرکت است. یکی از کاربردهای اصلی دستگاههای CNC، استفاده در عملیات فرزکاری (Milling) است.
دستگاه CNC تراشکاری (CNC Lathe)
این دستگاه یکی از پراستفادهترین ماشینهای CNC به شمار میرود. در دستگاه CNC تراش، سطح قطعه با سرعت بالا به چرخش درمیآید و با حرکت ابزار بر روی آن، عملیات براده برداری با سرعت و دقت بسیار بالا انجام میشود. دستگاه تراش CNC معمولاً در دو محور X و Z حرکت میکند.
دستگاه CNC لیزری (Laser Cutting)
برش لیزری با استفاده از دستگاه CNC یک فرآیند ساخت بدون تماس و مبتنی بر حرارت بوده که برای مواد فلزی و غیرفلزی قابل اجرا است. استفاده از دستگاه CNC لیزری، مانند هر روش دیگری، مزایا و معایبی دارد. یکی از مزیتهای این روش، امکان برش انواع سطوح مختلف مانند سرامیک، پلاستیک، چوب، شیشه و فلز است. همچنین، برخلاف روشهای دستی و سنتی که دقت محصول نهایی چندان مطلوب نبود، در این روش دقت برش بسیار بالا است؛ به همین دلیل در صنایعی که نیاز به برش دقیق قطعات وجود دارد، از روش برش لیزری استفاده میشود. از معایب برش با دستگاه CNC میتوان به عدم توانایی در برش برخی فلزات ضخیم اشاره کرد. همچنین، پرتو لیزر برای اپراتورهای انسانی خطرناک است و ممکن است باعث سوختگی شود.
دستگاه CNC پلاسما (Plasma Cutting)
فرآیند برش پلاسما شامل برش مواد با استفاده از یک مشعل پلاسما است. این روش عمدتاً برای برش مواد سنگین مانند فولاد و سایر انواع فلزات به کار میرود. در برش پلاسما CNC، گاز با سرعت بسیار بالا از یک نازل خارج شده و همزمان، یک قوس الکتریکی از طریق گاز به سطح در حال برش منتقل میشود. این فرآیند بخشی از گاز را به پلاسما تبدیل میکند که دمای آن بین ۱۰۰۰۰ تا ۵۰۰۰۰ درجه سانتیگراد است. پلاسما به قدری داغ است که میتواند هر مادهای را ذوب کرده و فلز مذاب را از محل برش دور کند. این دستگاهها تنها با اشکال دو بعدی کار میکنند.

دستگاه CNC واترجت (Waterjet Cutting)
دستگاه واترجت (Waterjet) همانطور که از نام آن مشخص است، برای برش سطوح مختلف از آب استفاده میکند. آب تحت فشار بالا میتواند حتی سختترین سطوح را برش دهد. این دستگاه برای برش موادی مانند گرانیت و فلزات مناسب است. یکی از چالشهای برش فلزات با لیزر این است که برخی فلزات نمیتوانند در برابر حرارت زیاد مقاومت کنند و گرمای بالا باعث ذوب یا تغییر شکل آنها میشود. در چنین مواردی، بهترین گزینه استفاده از دستگاه واترجت است. هر چه قطر نازل در روش واترجت کوچکتر باشد؛ فشار آب خروجی بیشتر شده و دقت برش افزایش پیدا میکند. دستگاه واترجت در صنایع مختلفی همچون هوافضا، شیشه، چوب و خودروسازی کاربرد دارد.
دستگاههای سیانسی علاوه بر کاربرد، از نظر جنس قطعه مورد نظر نیز دستهبندی میشوند. در ادامه با این دستگاهها آشنا میشوید:
CNC برای فلزات
فلزات در مقایسه با موادی مانند چوب، پلاستیک و… از مقاومت بیشتری برخوردارند؛ به همین دلیل برش و شکلدهی دستی آنها دشواری بیشتری دارد. امروزه از دستگاههای CNC فلزات برای انجام کارهایی مانند حکاکی، برش، تراشکاری، جوشکاری و موارد مشابه استفاده میشود.
CNC برای چوب
محصولات چوبی دارای کاربردهای گستردهای هستند. در گذشته، ساخت این سازهها به صورت دستی انجام میشد؛ اما با تولید دستگاههای CNC، امکان ساخت همان سازهها با دقت و سرعت بسیار بالا فراهم شده است. تنوع زیاد سازههای چوبی باعث شده که دستگاه CNC چوب به عنوان یکی از پرکاربردترین دستگاهها در این حوزه شناخته شود.
CNC برای پلاستیک و کامپوزیت
دستگاههای CNC برای ماشینکاری پلاستیک و کامپوزیتها ابزارهای پیشرفتهای هستند که با دقت بالا و قابلیتهای متنوع خود، در صنایع مختلف کاربرد دارند. این دستگاهها از ابزارهای برش با سرعت بالا و سیستمهای خنک کننده استفاده میکنند تا از تغییر شکل یا آسیب به مواد جلوگیری شود. پلاستیکهایی مانند اکریلیک، پلیکربنات و پلیاتیلن به طور گسترده در این فرآیندها استفاده میشوند، زیرا هر کدام ویژگیهای خاصی مانند شفافیت، مقاومت به ضربه یا مقاومت شیمیایی دارند. کامپوزیتها معمولاً از ترکیب مواد مختلف مانند فیبر کربن و رزین ساخته میشوند که خواص مکانیکی و شیمیایی منحصربهفردی دارند. دستگاههای CNC برای ماشینکاری این مواد از ابزارهای مقاوم به سایش و سیستمهای کنترل ارتعاش استفاده میکنند تا دقت و کیفیت نهایی محصول تضمین شود.

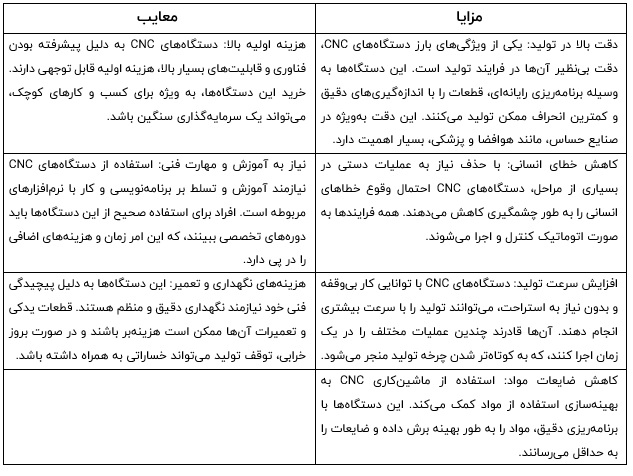
ماشین کاری مدرن یا CNC به دلیل استفاده از فناوری پیشرفته برای کنترل فرایندهای تولید به صورت خودکار، در صنایع مختلف به طور گسترده استفاده میشوند. این دستگاهها دارای مزایای فراوانی هستند که به بهبود کارایی، دقت و بهرهوری تولید کمک میکنند. اما علیرغم مزایای فراوان خود، دارای برخی محدودیتها هستند که باید در نظر گرفته شوند. در ادامه مزایا و معایب CNC را بررسی میکنیم:
در صنایع میتوان از دستگاههای ماشینکاری مدرن استفاده کرد. در ادامه با کاربرد CNC در صنعت بیشتر آشنا میشوید:
صنعت خودروسازی: تولید قطعات دقیق
صنعت خودروسازی به طور مداوم از کاربرد دستگاههای فرز CNC در فرآیندهای نمونهسازی و تولید استفاده میکند. فلزات اکسترود شده قابلیت ماشینکاری در بخشهایی مانند بلوکهای سیلندر، جعبه دنده، سوپاپها، شفتها و سایر قطعات خودرو را دارند. همچنین، ماشینهای CNC قادرند مواد پلاستیکی را به قطعاتی همچون پنلهای نمایشگر و نشانگرهای سوخت تبدیل کنند.
هوافضا: ساخت قطعات سبک و مقاوم
سرعتهای بالا، جریانهای هوایی قوی و فشارهای شدید تنها سه نمونه از شرایطی هستند که تجهیزات مرتبط با صنعت هوافضا با آنها روبرو میشوند. برای جلوگیری از هر گونه آسیب احتمالی، مهندسان باید قطعاتی با دقت بسیار بالا تولید کنند. حتی یک خطای کوچک نیز میتواند عواقب فاجعهباری به همراه داشته باشد. فرآیند ماشینکاری قطعات مورد استفاده در صنعت هوافضا با دقتی در حد ۰.۰۰۰۰۴ اینچ انجام میشود. در این صنعت، از مواد مقاوم مانند آلومینیوم، نیکل، آلیاژها، فلزات و پلاستیکها استفاده میشود. دستگاههای CNC در تولید قطعاتی مانند آنتنها، اتصالات الکتریکی، ایرفویلها و مواد جاذب امواج رادیویی نقش دارند.

پزشکی و دندانپزشکی: ساخت ایمپلنت و پروتز
صنعت پزشکی به شدت به محصولات سفارشی که متناسب با نیازهای خاص بیماران طراحی میشوند، وابسته است. با توجه به اینکه برخی از ابزارها و تجهیزات این حوزه برای بیماران مبتلا به عفونتها استفاده میشوند، این صنعت به حجم قابل توجهی از محصولات نیاز دارد. دستگاههای CNC به خوبی قادر به برآورده کردن نیازهای بخش پزشکی هستند. با توجه به تنوع مواد و تجهیزات مورد استفاده در این حوزه، شاهد طیف وسیعی از قطعات هستیم که از طریق فرآیند ماشینکاری تولید میشوند. از جمله این قطعات میتوان به تجهیزات تحقیقاتی، دستگاههای امآرآی، دستگاههای ایمپلنت، قطعات الکترونیکی و محفظههای محافظ اشاره کرد. امکان مشاهده طراحیهای سهبعدی قطعات به صورت رایانهای، احتمال تولید قطعات با عملکرد نادرست را به حداقل میرساند.
نجاری و دکوراسیون: حکاکی و برش چوب
از جمله کاربردهای دستگاه CNC، استفاده در طراحی نمای خارجی و داخلی ساختمانها و همچنین لابیها است. این دستگاه در تزئینات داخلی و حکاکی روی دیوارها نیز مورد استفاده قرار میگیرد. اگر چه دستگاه لیزر برای حکاکی روی فلزات کاربرد دارد؛ اما در مواردی مانند حکاکیهای عمیق یا برخی فلزات خاص، لیزر قادر به انجام کار نبوده یا از نظر اقتصادی مقرونبهصرفه نیست. به همین دلیل، دستگاه CNC برای برش و حکاکی روی فلزات گزینه مناسبی محسوب میشود.
صنعت تبلیغات: ساخت تابلوهای تبلیغاتی و حکاکی لیزری
دستگاههای ماشینکاری مدرن CNC در صنعت تبلیغات نقش بسیار مهمی ایفا میکنند. این دستگاهها با دقت بالا و قابلیتهای متنوع خود، امکان تولید تابلوهای تبلیغاتی با طراحیهای پیچیده و جذاب را فراهم میکنند. به طور مثال، از این دستگاهها برای برش و حکاکی روی مواد مختلف مانند چوب، فلز، پلاستیک و حتی شیشه استفاده میشود. این ویژگیها به تبلیغکنندگان اجازه میدهد تا تابلوهایی با کیفیت بالا و طراحیهای منحصر به فرد تولید کنند که توجه مخاطبان را به خود جلب میکند. یکی دیگر از کاربردهای مهم دستگاههای سی ان سی در صنعت تبلیغات، حکاکی لیزری است. حکاکی لیزری به خصوص برای تولید لوگوها و نوشتههای خاص بسیار مناسب است.
- جهت دانلود راحت تر فایل ها به چند قسمت تقسیم شدند
برای دسترسی به لینک های دانلود وارد حساب کابری خود شوید.
ورود به حسابگزارش لینک
مطالب زیر را حتما مطالعه کنید

داخل تراشی (بورینگ) | فرآیند، ابزارها و نکات کلیدی در ماشینکاری دقیق

راهنمای کامل فرزکاری CNC | انواع ماشین فرز، مزایا و نکات کاربردی

ابزارهای ماشینکاری CNC – معرفی انواع ابزارها و کاربرد آنها

روتراشی CNC چیست؟
صافی سطح در نقشه کشی چیست؟


دیدگاهتان را بنویسید