
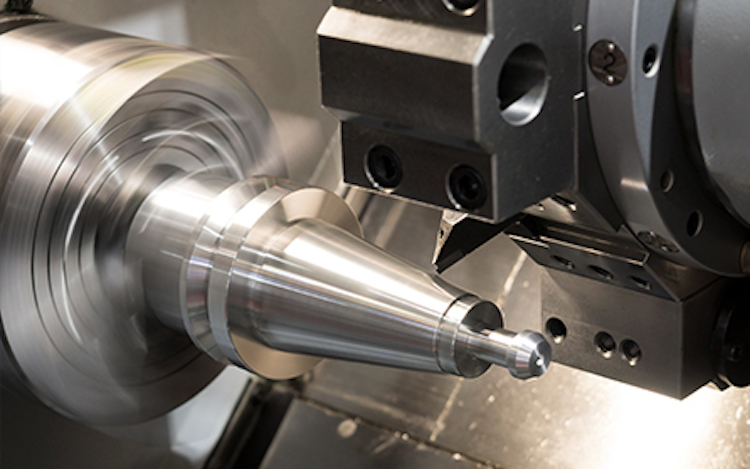
روتراشی CNC چیست؟
مطالب زیر را حتما مطالعه کنید

داخل تراشی (بورینگ) | فرآیند، ابزارها و نکات کلیدی در ماشینکاری دقیق
داخل تراشی (بورینگ) یکی از فرآیندهای مهم و تخصصی در...

راهنمای کامل فرزکاری CNC | انواع ماشین فرز، مزایا و نکات کاربردی
ماشین فرز، یکی از اساسیترین و پرکاربردترین ابزارها در صنعت...

CNC چیست؟ آشنایی با دستگاهها CNC ، کاربردها و مزایا
دستگاههای CNC یکی از ستونهای اصلی صنعت مدرن هستند که...

ابزارهای ماشینکاری CNC – معرفی انواع ابزارها و کاربرد آنها
همانطور که می دانید ابزارهای ماشینکاری قلب تپنده هر کارگاهی...
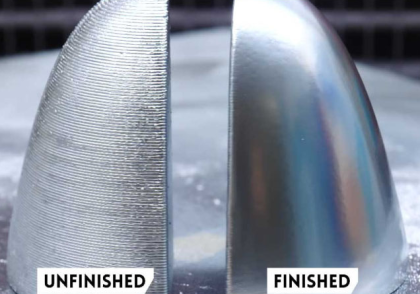
صافی سطح در نقشه کشی چیست؟
میزان ناهمواری و اختلاف ارتفاع در سطح یک قطعه تعریفی...

هلدر تراشکاری و انواع آن
هلدر تراشکاری و انواع آن هلدر تراشکاری چیست؟ هولدر...

دیدگاهتان را بنویسید