
داخل تراشی (بورینگ) | فرآیند، ابزارها و نکات کلیدی در ماشینکاری دقیق

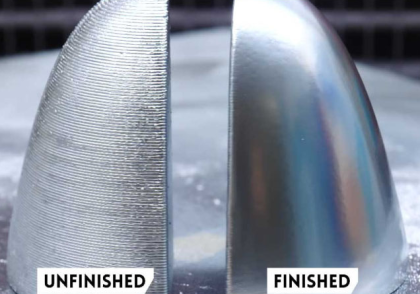
داخل تراشی خشن و پرداختکاری
در داخل تراشی خشن، ابتدا یک سوراخ اولیه به وسیله یکی از روشهای برادهبرداری، دریلکاری، ریختهگری یا آهنگری در قطعه ایجاد شده است. این سوراخ کوچک به عنوان نشانگر مختصات دقیق سوراخ عمل میکند. در مرحله بعد، با انجام عملیات بورینگ، سوراخ بزرگتر میشود. به عنوان مثال، اگر قطر مورد نیاز سوراخ 50 سانتیمتر باشد، تنها 5 سانتیمتر از آن قبلاً ایجاد شده و شما باید قطر سوراخ را 45 سانتیمتر افزایش دهید. در واقع، مسئولیت اصلی این کار بر عهده شماست. در فرآیند پرداخت کاری، هدف اصلی بهبود کیفیت و دقت سوراخ است. به طور مثال، اگر قطر نهایی سوراخ باید 10 سانتیمتر باشد و 9.5 سانتیمتر آن قبلاً تراشیده شده است؛ روشهای سنتی مانند دریلکاری یا آهنگری نمیتوانند دقت لازم را برای رسیدن به قطر دقیق فراهم کنند. در چنین شرایطی، از بورینگ برای پرداخت نهایی قطعه و افزایش دقت سوراخ استفاده میشود.
بورینگ دستی و CNC
بورینگ (Boring) فرآیندی است که برای بزرگتر کردن یا دقیقتر کردن سوراخهای موجود در قطعات استفاده میشود. دستگاه داخل تراشی به دو نوع اصلی تقسیم میشوند:
- بورینگ دستی: این نوع دستگاهها به صورت مکانیکی و با دخالت مستقیم اپراتور کار میکنند. دقت این دستگاهها به مهارت اپراتور بستگی دارد و معمولاً برای پروژههای کوچکتر و کمهزینهتر استفاده میشود.
- بورینگ CNC: این دستگاهها با استفاده از سیستمهای کنترل عددی، عملیات را با دقت بسیار بالا انجام میدهند. از ویژگیهای آنها میتوان به سرعت بالا، قابلیت تکرارپذیری و توانایی انجام عملیات پیچیده اشاره کرد. این دستگاهها در صنایع خودروسازی، هوافضا و تولید ابزارهای صنعتی کاربرد دارند
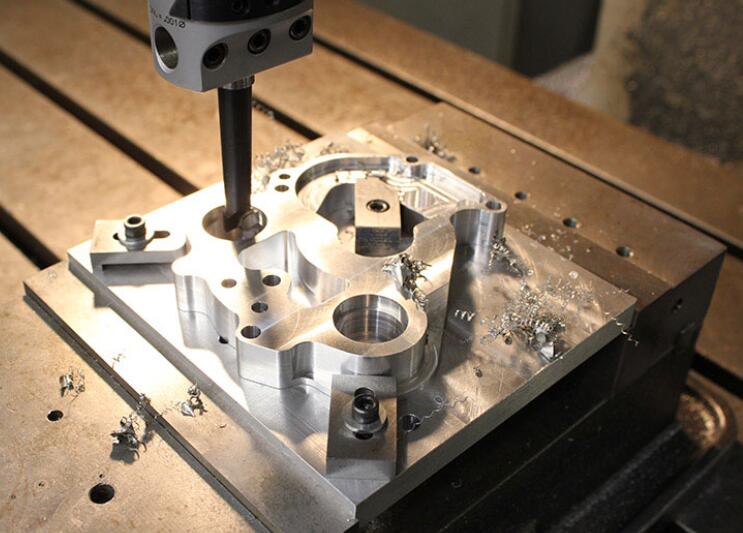
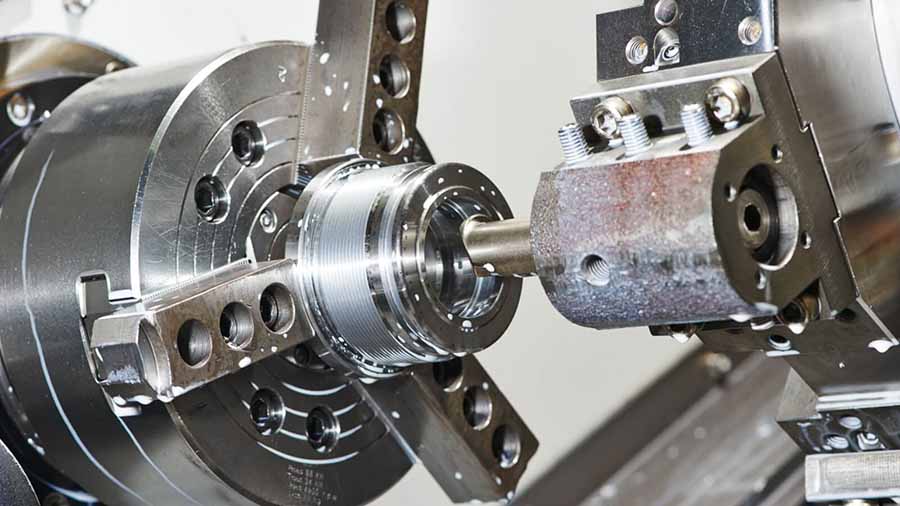
داخل تراشی با ماشین تراش و دستگاههای اختصاصی
داخل تراشی فرآیندی است که برای ایجاد یا بهبود اشکال دایرهای داخلی در قطعات توخالی یا سوراخهای موجود استفاده میشود. این عملیات میتواند با ماشین تراش یا دستگاههای اختصاصی بورینگ انجام شود. در روش ماشین تراش، قطعه کار روی سهنظام یا چهارنظام دستگاه تراش نصب میشود و ابزار برش به داخل قطعه نفوذ میکند. این روش برای قطعات کوچک و متوسط مناسب است. دستگاههای اختصاصی بورینگ نیز برای قطعات بزرگتر و عملیات پیچیدهتر طراحی شدهاند. آنها میتوانند به صورت افقی یا عمودی باشند و قابلیتهایی مانند پیشانیتراشی، شیارزنی و پخزنی را نیز ارائه میدهند
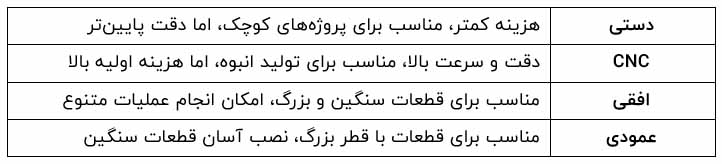
مقایسه بین روشهای مختلف بورینگ


مطالب زیر را حتما مطالعه کنید

راهنمای کامل فرزکاری CNC | انواع ماشین فرز، مزایا و نکات کاربردی

CNC چیست؟ آشنایی با دستگاهها CNC ، کاربردها و مزایا

ابزارهای ماشینکاری CNC – معرفی انواع ابزارها و کاربرد آنها

روتراشی CNC چیست؟
صافی سطح در نقشه کشی چیست؟


دیدگاهتان را بنویسید